Collection: Jobe Valves VORTEX Product Range - Maximize your waters potential!
The Jobe Valves Vortex product range represents the peak of high-flow, durable float valve technology, specifically engineered for commercial, industrial, and heavy-duty agricultural water level management. Recognized globally for maximizing water supply efficiency, the Vortex Float Valve is the go-to solution for applications demanding exceptional flow rates—up to 600 Litres per minute—and robust, reliable operation under pressure.
Vortex: Engineered for Maximum Flow and Durability
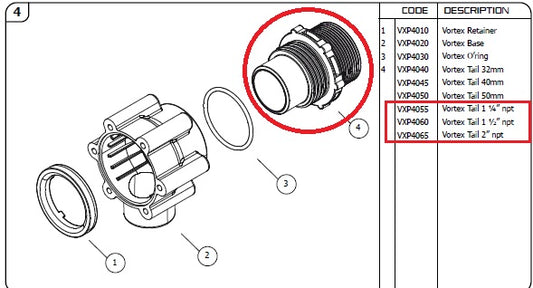
The core value proposition of the Jobe Valves Vortex series is its sheer performance. These are not standard domestic float valves; they are industrial-grade diaphragm valves designed with inlet sizes ranging from 1.25 inch to 2 inches, ensuring full, unrestricted water flow where it matters most.
Key Features Driving Vortex Excellence:
-
Exceptional High Flow Rate: With capacity up to 600 L/min, the Vortex is ideal for quickly refilling large volumes in cisterns, cooling towers, reservoirs, and commercial water storage tanks.
-
Corrosion-Resistant Construction: Built from robust, non-corrosive materials (like GF Nylon, Acetal, and 304 Stainless Steel hardware), the valves are designed to survive harsh environments, high temperatures (up to 140∘F or 60∘C), and continuous industrial use.
-
Anti-Water Hammer Design: The valves feature a slow shut-off mechanism that minimizes the risk of water hammer, protecting your plumbing and pump system from damaging pressure spikes.
-
Wide Pressure Range: Reliable operation is guaranteed across a broad pressure spectrum, from 5 PSI to 100 PSI (0.3 to 7 Bar), accommodating diverse system requirements.
A Specialized Vortex Valve for Every Application
The versatility of the Vortex float valve family ensures a tailored solution for complex water control needs:
-
Vortex Float Valve: The standard model, configured for above-water mounting, is perfect for general water storage tanks, animal drinking troughs, and irrigation systems where maximum flow is the priority. It includes an adjustable float position and a manual lock-off switch for servicing.
-
Vortex Differential: Specifically engineered for use with pressure-controlled pump systems, this model ensures a large differential between the "on" and "off" water levels. This key feature prevents intermittent pump cycling, allowing the pump to run fully and efficiently until the tank is completely full, maximizing pump life and reducing energy waste.
-
Vortex Partfill: An indispensable component for rainwater harvesting, the Partfill automatically maintains a low, supplemental water level in the cistern during dry spells. This guarantees the water supply for services while retaining maximum capacity for the next rainfall event.
-
Vortex Bottom Fill: Designed for underwater installation in water troughs or tanks, offering a concealed, anti-siphon solution where top-mounting is impractical.
The Jobe Valves Vortex Advantage
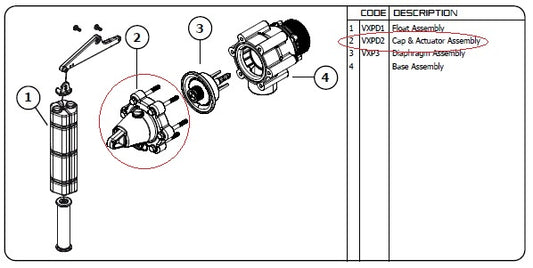
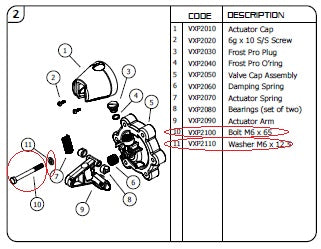
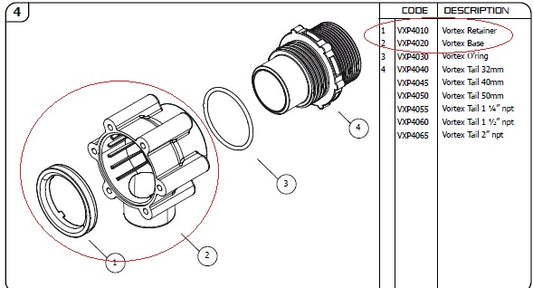
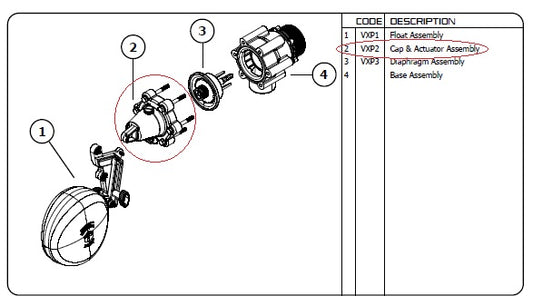
Choosing the Jobe Valves Vortex means opting for a product that maximizes uptime and simplifies maintenance. Its component parts are fully serviceable, with key sections (like the valve body) unscrewing from the tail for easy access to the filter and diaphragm. Furthermore, the inclusion of an anti-freeze port allows seamless connection to devices like the FrostPro to protect the system in cold climates.
In summary, the Vortex Float Valve product line provides industrial-strength automatic water level control. Whether the need is for high-speed reservoir filling, pump protection, or smart rainwater management, this robust, non-corrosive, and high-flow float valve range delivers unparalleled efficiency and reliability, making it the superior choice for demanding water management applications.